Water plays a critical role across the manufacturing industry, influencing everything from process stability to final product quality. Effective water treatment for materials manufacturing helps facilities manage industrial water, maintain consistent water quality, and protect essential systems. With the right treatment approach, operations stay efficient, reliable, and aligned with production goals while minimizing risks tied to untreated or poorly managed water.
Why Water Quality Matters in Materials Manufacturing
Water quality directly affects industrial processes and the performance of process water used throughout manufacturing processes. Contaminants in industrial water can disrupt production, damage equipment, and lead to inconsistent product quality. Teams often notice issues first through scaling, fouling, or unexpected downtime. Staying ahead of these risks means keeping water conditions stable, so systems run reliably and output meets the standards your operation depends on.
Common Water Challenges in Industrial Facilities
Most facilities deal with a mix of water issues that build up over time. Suspended solids and dissolved solids can clog systems and reduce efficiency, while organic compounds and inorganic contaminants affect overall water quality. Bacteria growth creates additional risks, especially in warm systems. Operators also run into corrosion, scale formation, and equipment fouling, all of which shorten equipment life and interrupt operations if not addressed early.
Core Water Treatment Solutions for Materials Manufacturing
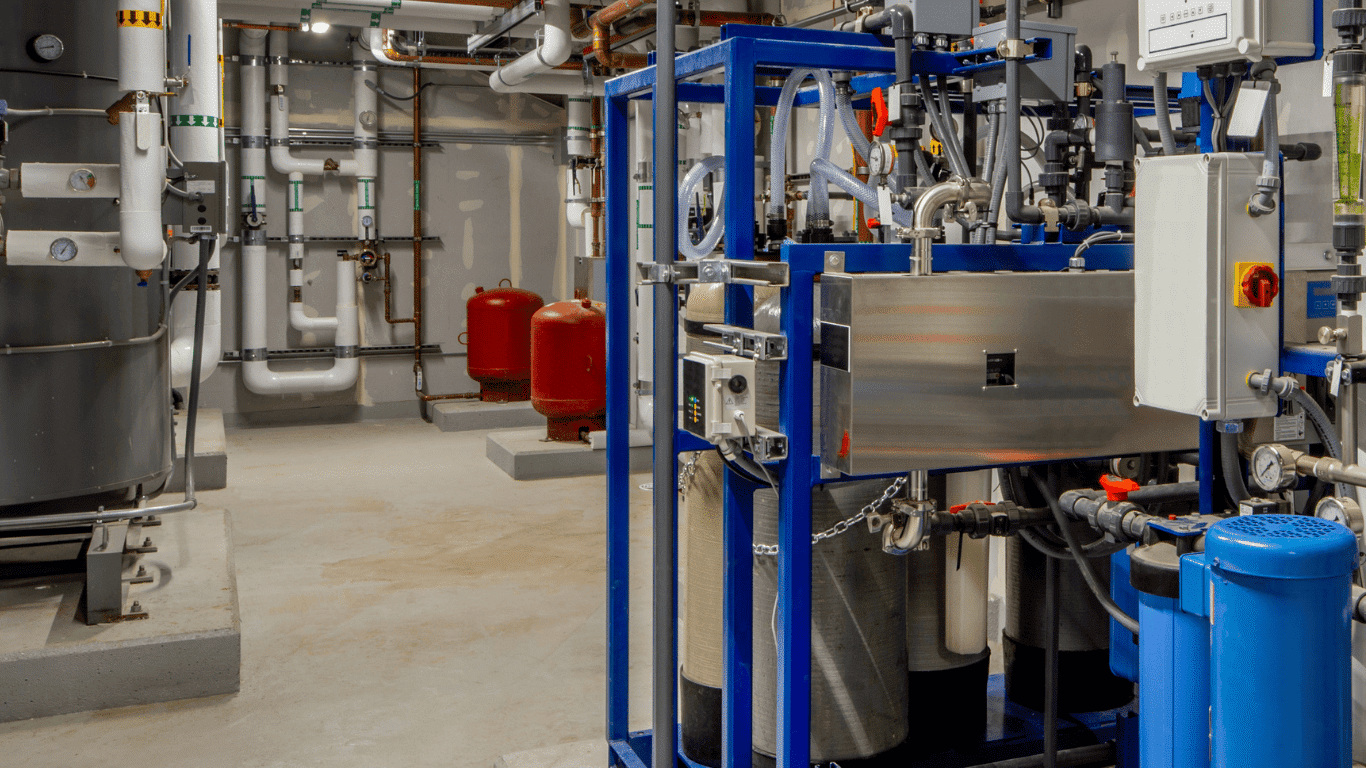
Effective water treatment starts with selecting the right industrial water treatment systems for your specific process. ProChem designs treatment systems that combine reverse osmosis, ion exchange, activated carbon filtration, and water softening to support consistent performance. Each approach plays a role in removing contaminants and stabilizing water quality across operations. For example, membrane solutions handle high-purity needs, as outlined in our membrane filtration systems, while targeted ion exchange systems address specific dissolved impurities with precision.
Chemical Programs & Process Optimization
Optimizing water quality starts with tailored chemical programs. ProChem applies water treatment chemicals, chemical disinfection, and biological treatment to control bacteria, corrosion, and scaling in cooling towers and other systems. Monitoring and adjusting these programs ensures industrial water remains stable and reliable. Learn more about our expertise and customizable solutions on our chemical programs page.
Supporting Industrial Operations Across Applications
ProChem’s water treatment solutions adapt to a wide range of industrial applications. From pharmaceutical manufacturing and food processing to power generation, our systems protect critical process equipment and maintain consistent water quality across the industrial facility. Operators benefit from tailored approaches that address each industry’s unique challenges, ensuring reliable performance and supporting high-quality output throughout diverse manufacturing operations.
Integrated Systems & Long-Term Performance
A well-designed water treatment system not only ensures consistent treated water but also optimizes overall water systems for efficiency and reliability. ProChem helps facilities reduce operating costs and lower energy costs by preventing scale, corrosion, and equipment fouling. Proper integration with the distribution system supports long-term performance, keeping industrial operations running smoothly while maximizing the lifespan of both water and process equipment.
Implementing Water Treatment for Materials Manufacturing
Successful water treatment for materials manufacturing begins with a thorough assessment of your water chemistry and industrial water needs. From there, ProChem helps design tailored systems, implement the right treatment process, and continuously monitor and optimize performance.
Teams often catch early issues by staying proactive. Ready to improve efficiency, protect equipment, and elevate product quality? Connect with our experts to build a solution that fits your facility.
